Taux de retrait des matières plastiques en impression 3D : Comprendre et maîtriser le phénomène. En fabrication additive, le taux de retrait des matières plastiques est un paramètre critique qui influence directement la précision dimensionnelle et la qualité finale des pièces imprimées en 3D. Ce phénomène, lié à la contraction du matériau lors du refroidissement, peut entraîner des déformations, des fissures, ou des écarts dimensionnels par rapport au modèle CAO d’origine.
Dans cet article, nous explorons en détail :
- Les mécanismes physiques du retrait et délaminage
- Les taux de retrait spécifiques aux matériaux (PLA, ABS, ASA, PVDF, PETG, etc.)
- Les solutions techniques pour limiter les déformations
- Un tableau comparatif des matériaux et leurs taux de retrait
- Une FAQ pour répondre à vos questions
Qu’est-ce que taux de retrait des matières plastiques ?
Définition technique
Le taux de retrait (ou shrinkage) correspond à la réduction de volume d’un matériau plastique lors de son passage de l’état fondu à l’état solide. Ce phénomène est dû à :
- La diminution de la densité lors du refroidissement
- La réorganisation des chaînes polymères
- Les contraintes internes générées par les gradients thermiques
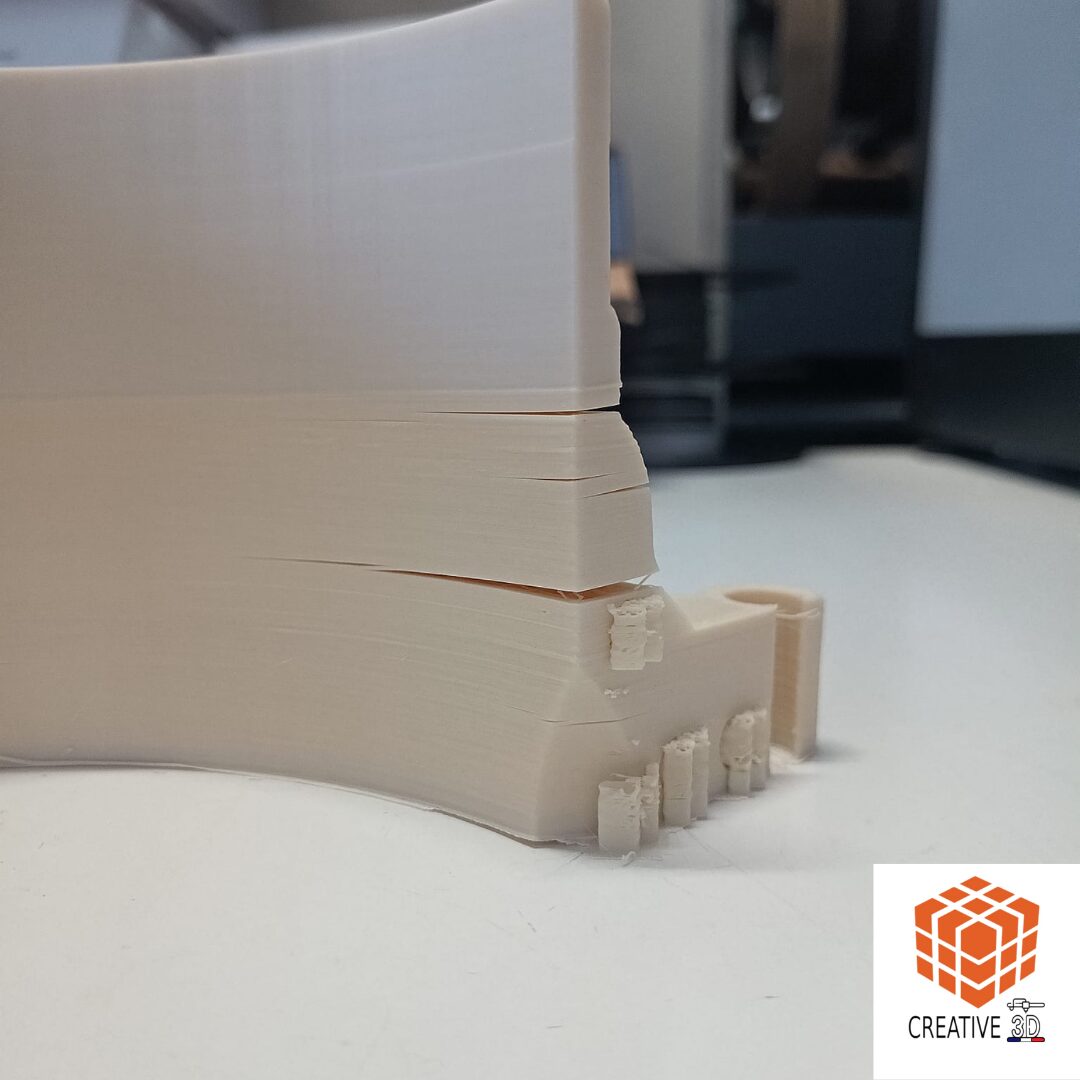
En impression 3D FDM (Dépôt de Fil Fondu) ou SLA (Stéréolithographie), ce retrait peut provoquer :
- Des déformations (warping)
- Des délaminage ou fissures (cracking)
- Des écarts dimensionnels (jusqu’à plusieurs pourcents)
Exemple concret : Une pièce en ABS de 100 mm peut se rétracter de 0,5 à 1,5 mm selon les paramètres d’impression, ce qui est critique pour des applications fonctionnelles industrielles.
Facteurs influençant le taux de retrait des matières plastiques en impression 3D :
| Facteur | Impact sur le retrait | Solutions techniques |
|---|---|---|
| Type de matériau | Chaque polymère a un coefficient de dilatation thermique spécifique. | Choisir un matériau adapté à l’usage finale de la pièce |
| Température d’extrusion | Une température trop élevée augmente le retrait. | Optimiser la température selon la fiche technique du matériau. |
| Vitesse de refroidissement | Un refroidissement trop rapide génère des contraintes internes. | Utiliser une enceinte chauffante ou un ventilateur contrôlé. |
| Épaisseur des couches | Des couches fines réduisent les contraintes mais augmentent le temps de fabrication. | Compromis entre précision et temps de fabrication. |
| Design de la pièce | Les angles vifs et les grandes surfaces planes favorisent le warping. | Ajouter des chicanes, des rayons de courbure, ou des supports. |
| Adhésion au plateau | Une mauvaise adhésion aggrave les déformations. | Utiliser des colles spécifiques, des plateaux chauffants au dessus de 110° pour les matériaux techniques, ou des revêtements texturés. |
Tableau comparatif des taux de retrait des matières plastiques en impression 3D :
| Matériau | Procédés compatibles | Taux de retrait (%) | Température d’extrusion (°C) | Applications typiques | Avantages | Inconvénients |
|---|---|---|---|---|---|---|
| PLA | FDM | 0,2 – 0,5 | 190° – 220° | Prototypage, pièces esthétiques | Faible retrait, facile à imprimer. | Résistance mécanique et thermique limitée. Peut couteux |
| ABS | FDM | 0,5 – 1,5 | 220° – 250° | Pièces techniques, boîtiers | Résistance mécanique moyenne | Sensible au warping, nécessite une enceinte. Peut couteux |
| PETG | FDM | 0,3 – 0,7 | 220° – 250° | Pièces résistantes aux chocs et certain produits chimiques | Bon compromis retrait/résistance | Adhésion parfois difficile. Peut couteux |
| PVDF | FDM | 0,5 – 1,2 | 230° – 260° | Industrie chimique, médical | Résistance chimique exceptionnelle | Coût élevé, retrait modéré |
| PPS | FDM | 0,2 – 1,0 | 310° – 340° | Pièces mécaniques, pour l’industrie aérospatiale | Résistance mécanique, chimique et résistance Thermique élevé | Coût élevé retrait élevé, nécessite une imprimante 3D à enceinte chauffée à 70° et plus |
| Nylon (PA6, PA12) | FDM, SLA | 1,0 – 2,0 | 240° – 280° | Pièces mécaniques, engrenages | Résistance et flexibilité | Hygroscopique, nécessite un séchage |
| Résines SLA | SLA | 0,1 – 2,0 | 25° | Pièces haute précision | Précision dimensionnelle élevée | Fragilité, coût des résines |
Note technique : Les valeurs indiquées sont des moyennes. Le retrait réel dépend des paramètres machine, du la marque du fournisseur et de l’environnement.
Solutions pour limiter le taux de retrait des matières plastiques en impression 3D améliorer la précision
a. Optimisation des paramètres d’impression
- Température du plateau : Maintenir une température proche de la Tg (Température de transition vitreuse) du matériau (ex : 100 – 110°C pour l’ABS).
- Vitesse d’impression : Réduire la vitesse pour les premiers layers (ex : 20 mm/s) pour améliorer l’adhésion.
- Refroidissement contrôlé : Utiliser des ventilateurs progressifs ou une enceinte chauffée pour les matériaux sensibles (PPS, ASA, ABS, Nylon et PPA).
b. Modélisation 3D et conception adaptée (Design for Additive Manufacturing)
- Ajouter des rayons de courbure : Éviter les angles à 90° pour réduire les contraintes.
- Intégrer des nervures : Renforcer la structure sans alourdir la pièce.
- Optimiser l’orientation : Privilégier une orientation minimisant les surfaces planes exposées améliore le taux de retrait des matières plastiques en impression 3D.
c. Post-traitement
- Recuit thermique dans un four : Pour les matériaux comme le PPA, le PPS, Le Nylon réduit les contraintes internes.
- Usinage de reprise des pièces fabriquées en impression 3D : Chez Créative 3D, nous proposons un usinage CNC pour corriger les écarts dimensionnels sur pièces critiques.
Questions / Réponses
Q1 : Pourquoi mon impression en ABS ou ASA se déforme-t-elle systématiquement ?
Réponse : L’ABS comme l’ASA sont très sensibles aux gradients thermiques. Pour limiter le warping :
- Utilisez une imprimante 3D à enceinte chauffée (température de chambre minimum 40° / 50°C).
- Appliquez une colle stick ou un spray adhésif sur le plateau.
- Coupé la ventilation pour les premières couches.
Q2 : Comment mesurer le taux de retrait d’un nouveau matériau ?
Réponse : Imprimez un cube étalon (ex : 20x20x20 mm) et mesurez ses dimensions après refroidissement complet. La formule est :
Taux de retrait (%) = [(Dimension théorique – Dimension mesurée) / Dimension théorique] × 100Q3 : Quels matériaux plastiques ont le moins de retrait pour l’impression 3D ?
Réponse : Les matériaux avec les plus faibles taux de retrait sont :
- PLA (0,2 – 0,5%) : Idéal pour le prototypage et pièce esthétiques.
- TPU (0,1 – 0,3%) : Précision élevée pour les petites pièces.
- PETG (0,3 – 0,7%) : Bon compromis pour les pièces techniques.
Q4 : Comment corriger une pièce déformée après impression ?
Réponse : Selon le matériau et la déformation :
- Recuit thermique (pour ABS, Nylon, PVDF).
- Usinage CNC (pour corriger les cotes critiques).
- Redesign (ajouter des renforts ou modifier l’orientation).
6. Conclusion
Maîtriser le taux de retrait des matières plastiques en impression 3D est essentiel pour garantir la qualité et la précision des pièces, surtout dans des secteurs exigeants dans certains secteurs de l’industrie. Chez Créative 3D, nous combinons expertise technique, matériaux haute performance composites (PPS, PPA, PVDF, Nylon, résines), et solutions 3D sur mesure (usinage, post-traitement) pour répondre à vos besoins les plus spécifiques.
Contactez-nous dès aujourd’hui pour des projets industriels et sur mesure.
Tel : 09 67 11 14 25
Chez Créative 3D, spécialiste de l’impression 3D industrielle en Bourgogne Franche-Comté, nous maîtrisons ces enjeux pour garantir des pièces conformes aux exigences techniques de nos clients

Créative 3D – L’expertise en fabrication additive au service de votre innovation.